
Engineering Ceramics exhibit extensive application potential in high-tech fields such as aerospace, biomedical, electronics manufacturing, energy technology, and precision machinery due to their outstanding high-temperature resistance, excellent corrosion resistance, high strength, and superior electrical insulation properties. However, the inherent brittleness of these materials presents significant challenges for their economical and efficient processing. Conventional mechanical processing methods often fail to address these issues effectively, leading to frequent material damage, low processing efficiency, and high costs. Therefore, there is an urgent need to adopt new processing methods to overcome existing barriers in ceramic material processing. Laser processing technology has shown great potential and has become an effective solution to this challenge.
In recent years, many scholars have conducted in-depth research on this problem. In 2010, Sheng Xiaojun systematically evaluated the impact of laser cutting parameters on temperature fields and thermal stress distributions using a three-dimensional symmetric model, providing valuable theoretical and practical guidance for parameter optimization. In 2013, Yan Yinzhou noted that adjusting the peak power, duty cycle, and pulse repetition frequency of laser processing could successfully achieve crack-free drilling, significantly improving the quality and efficiency of ceramic cutting. In 2014, Xie Linchun developed a mathematical model for laser-assisted heating cutting temperature fields and analyzed the impact of process parameter changes on tool wear and workpiece surface quality through experimental data, providing scientific basis for improving cutting accuracy. In 2018, Luo Yonghao’s research on the gas-melt ratio mathematical model clarified the combined effects of laser power, scanning speed, and ceramic thickness on cutting performance, recommending the optimal gas-melt ratio. In 2019, Zhang Bin explored the application of fiber lasers in micro-hole processing of alumina ceramics, enhancing the understanding of the material interaction mechanisms.
Fiber laser cutting technology, as a representative of contemporary advanced manufacturing technology, offers a potential solution to the challenges of ceramic material processing due to its non-contact operation, high precision, small heat-affected zone, and fast processing speed. It has shown tremendous potential and economic benefits, especially in processing widely used ceramics like alumina (Al2O3). Although alumina ceramics have high hardness, excellent mechanical properties, and chemical stability, their low thermal conductivity and high thermal expansion coefficient lead to thermal stress concentration during laser processing, which can cause cracks or even breakage. Therefore, finely adjusting laser processing parameters (such as power density, scanning speed, and spot size) and adopting appropriate auxiliary cooling measures are crucial feasible solutions for controlling thermal effects, suppressing crack formation, and improving processing quality and efficiency.
This study employs a systematic experimental design and simulation analysis methods to delve deeper into the application potential of fiber laser cutting technology in alumina ceramic processing, aiming to obtain accurate and practical research results to advance the application and development of ceramic laser processing technology.
Experimental Methods
(1) Experimental Equipment and Materials
This study used a fiber laser cutting system with a maximum output power of 150W and a fiber core diameter of 25μm, ensuring high energy density laser output to meet the processing needs of hard and brittle materials and ensure the consistency and comparability of the experiments.
All samples were prepared to be smooth and flat before cutting to eliminate the interference of surface unevenness on the experimental results.
(2) Laser Cutting Parameter Design
Laser cutting parameters primarily include laser power (P), frequency (f), and focal position (F). Based on literature review and preliminary experiments, a laser power range of 30–150W and a frequency range of 100–500Hz were selected, with focal positions set at 0.75mm, 0.25mm, and -0.25mm from the workpiece surface for testing.
(3) Experimental Operation and Data Collection
During the experiment, alumina ceramic samples were fixed on a CNC platform, and laser parameters were precisely adjusted through the control system. Each experimental group was repeated three times to enhance data reliability. The cutting surface was analyzed using a confocal microscope.
(4) Simulation Model Establishment and Validation
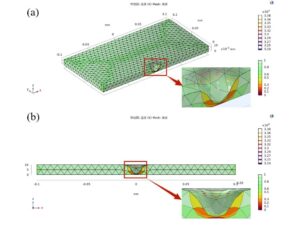
A three-dimensional thermal-physical coupling model for laser cutting alumina ceramics was constructed using COMSOL finite element analysis software. The model considered laser energy absorption, transfer, and the material’s thermal-physical properties (such as thermal conductivity, specific heat capacity, and thermal expansion coefficient), using a Gaussian heat source for simulation with a laser power of 150W and a spot diameter of 25μm.
The simulation model was validated and calibrated by comparing the experimentally measured surface temperature distribution and material removal volume, ensuring the accuracy of the simulation predictions.
Results and Discussion
(1) Effect of Laser Power on Cutting Surface Roughness
This study initially explored the impact of laser power on the cutting surface quality. Surface roughness (Sa) of alumina ceramic samples at different laser power levels was measured with other processing parameters held constant.
Changes in laser power did not significantly affect the surface roughness of the samples. This suggests that laser power may not be the key variable determining the cutting quality of the end face in fiber laser cutting of alumina ceramics.

(2) Optimization Effects of Frequency and Focal Position
Subsequently, with the laser power fixed at 80W, the laser frequency was systematically varied, and the impact of focal position changes on cutting performance was observed.
Confocal microscope images showed that as the frequency increased from 100Hz to 500Hz, the sample’s end surface morphology became noticeably smoother, and the roughness near the lower surface significantly decreased, indicating that higher frequency cutting is beneficial for achieving better surface quality.
Further adjustment of the focal position to 0.75mm, 0.25mm, and -0.25mm from the sample surface showed that as the focal height decreased, the cutting quality of the lower surface gradually improved, with edge defects such as burrs and slag significantly reduced. This proves that appropriate focal position lowering has a positive effect on optimizing cutting quality.

(3) Thermal Simulation and Material Ablation Mechanism
To better understand the physical mechanisms behind these phenomena, this study performed finite element thermal simulations using COMSOL software, setting the laser power to 150W, spot diameter to 25μm, and using a Gaussian surface heat source model.
The simulation results clearly demonstrated the vaporization and removal process of alumina material when reaching the ablation temperature. The deformation of the alumina ceramic mesh under the Gaussian beam not only intuitively reflects the material changes caused by thermal effects but also confirms the isotropic thermal conductivity of alumina ceramics. This means that heat is evenly conducted within the material, causing uniform deformation and ablation processes in all directions, which is crucial for ensuring uniform material removal and stability in laser processing.
(4) Cutting Case of Nickel-Doped Alumina Ceramic Samples
Based on the above experimental results for alumina ceramic samples, laser cutting experiments were further conducted on nickel-doped alumina ceramic samples.
It is well-known that doping with nickel often increases material hardness, which presents additional challenges for laser processing. The image shows a nickel-doped alumina ceramic sample before cutting. Increasing the cutting frequency, raising the cutting power to 100W, and increasing the cutting speed effectively reduced surface roughness. The cutting cross-sectional image shows that the cutting area was free of slag or burrs, greatly optimizing the laser cutting process. High-magnification images of the cutting area are smooth and burr-free, which is beneficial for large-scale industrial production.

Conclusion
Through detailed experiments and simulation analysis, this study clarified the significant impact of optimizing laser frequency and focal position on improving the cutting surface quality in fiber laser cutting of alumina ceramics.
Experimental data showed that increasing the laser frequency from 100Hz to 500Hz significantly reduced the roughness of the sample’s end face, especially when the focal position was adjusted to -0.25mm, resulting in the best cutting quality and significant reduction in edge defects.
Thermal simulation results further explained the uniform ablation mechanism of the material at 150W laser power, attributed to the isotropic thermal conductivity of alumina ceramics.
Combining experimental and simulation analyses, this study revealed that optimizing laser frequency and focal position, rather than simply adjusting power, can significantly enhance cutting surface quality in fiber laser cutting of alumina ceramics. These findings provide important process parameter guidance for precise laser processing of hard and brittle ceramic materials and lay the theoretical foundation for further exploration of laser-material interaction mechanisms.
由用户投稿整理稿件发布,不代表本站观点及观点,进行交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。






{kind=link}